Table of Contents
Hydrostatic Test for Pressure Vessels
A hydrostatic test is a test for the pressure vessel to test its strength and leak tightness by pressurizing the vessel using incompressible liquid up to the test pressures recommended by the standards. A pressure vessel is a closed container that holds the fluid at a pressure either higher or lower than the ambient pressure. This article deals with the hydrostatic test of pressure vessels whose internal pressure is greater than the ambient pressure at their service conditions. A hydrostatic test is a non-destructive test.
Note: Hydrostatic test is necessary at regular intervals for a pressure vessel that is in service to maintain safety and quality standards because due to continuous operation, the wall thickness may reduce because of corrosion and ultimately result in a puncture.
Importance of Hydrostatic Testing
The importance of hydrostatic testing lies in its role as a crucial safety and quality assurance measure in various industries. Here are key reasons why hydrostatic testing is significant:
1. Pressure Equipment Safety
Hydrostatic testing is commonly used to assess the structural integrity of pressure vessels, pipelines, and other pressure-related equipment. Ensuring their reliability is essential to prevent catastrophic failures, which could lead to accidents, injuries, or environmental damage.
2. Leak Detection
Hydrostatic testing is highly effective in identifying leaks or weaknesses in the equipment’s structure. This process helps pinpoint potential issues before they escalate, reducing the risk of costly repairs or hazardous situations.
3. Tendency to Blunt the Stress Raisers
Hydrotest pressure can blunt notches, cracks, and stress raisers in pressure vessels by causing them to deform plastically. This deformation can reduce the stress concentration at the notch, crack, or stress raiser, making it less likely to fail
4. Quality Assurance
For manufacturers, hydrostatic testing is a vital step in quality control. It verifies that newly fabricated pressure equipment meets safety standards and specifications, guaranteeing a high level of product quality.
5. Determine Maximum Allowable Working Pressure (MAWP)
Hydrostatic testing helps establish the MAWP for pressure vessels, allowing them to operate at their maximum safe pressure. This is crucial for maintaining efficiency while keeping safety at the forefront.
6. Preventive Maintenance
Routine hydrostatic testing can detect issues early, allowing for preventative maintenance. Fixing problems before they become critical not only reduces downtime but also extends the lifespan of equipment.
Hydrostatic Test Liquid
In general, water is used as a test liquid to pressurize the vessel because water is cheap and easily available. However, water cannot be used as a test liquid where the presence of traces of water in the pressure vessel is dangerous when exposed to certain service conditions. Water is incompressible thus it requires less energy to raise the desired pressure as compared to the compressible fluid. Following are the requirements for the water to be used as a test liquid.
Water should be free from sediments and corrosive substances. If pressure vessels are made of austenitic stainless steel, the water should be demineralized and free from chloride content.
Hydrostatic Test Standards
ASME Section VIII Division-1 UG-99 is followed for hydro testing a pressure vessel that is internally pressurized at its service condition.
Note:
- ASME stands for American Society of Mechanical Engineers
- Section VIII deals with pressure vessels
- Division-1 deals with the pressure vessels whose operating pressure ranges from 15 to 3000 psi
- UG is a subsection that represents the general requirements
Maximum Hydrostatic Test Pressure
ASME does not provide the maximum value of test pressure. As a practice, the maximum value of test pressure should not exceed 90% of the pressure vessel yield strength.
Minimum Hydrostatic Test Pressure
Minimum Test Pressure (MTP) = 1.3  MAWP LSR
MAWP LSR
Hydrostatic test pressure at every point in the vessel must be at least (MTP).
Different Pressures in ASME Standards
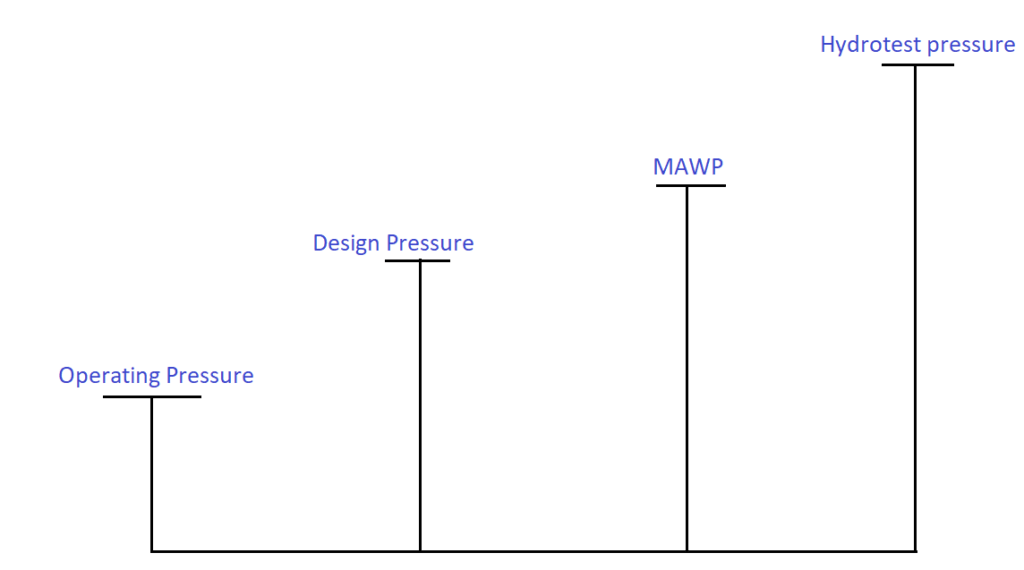
Operating Pressure
It is the pressure a pressure vessel operates under normal service conditions.
Design pressure
10 to 20% higher margin than operating pressure since fluctuations in pressure are considered as a factor of safety.
Maximum Allowable Working Pressure (MAWP)
Stands for Maximum Allowable Working Pressure. The designer calculates the thickness of the pressure vessel based on design pressure. But most of the time the thickness value results in an odd number which is not available in the market and the designer goes for the next higher thickness and back calculates the pressure. It is called Maximum Allowable Working Pressure. As per ASME, MAWP is the maximum pressure that can be withstood by the weakest part of the pressure vessel safely at a specific temperature.
Note: MAWP can be assumed to be design pressure if back calculations are not made to determine the MAWP.
For example, the pressure vessel shown in the following figure is made of three parts i.e., two head portions and one cylindrical shell.
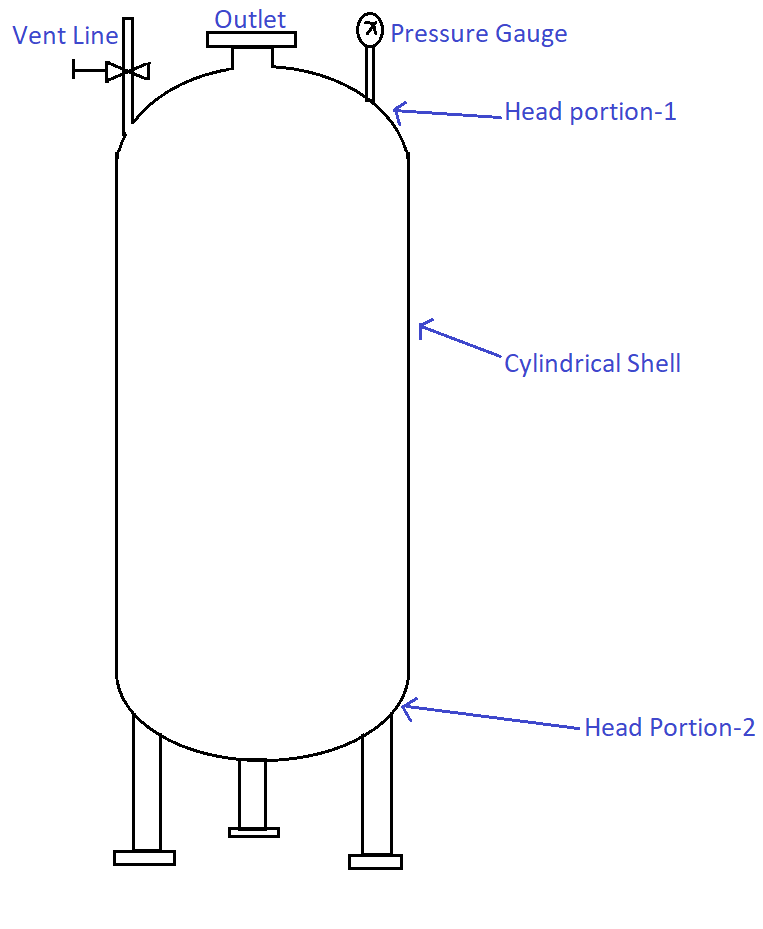
Because of the difference in shape, size and location of these parts, the induced stress is not the same in all three parts. Consider the following table,
| Part | Design Pressure (Kg/cm2) | MAWP (Kg/cm2) |
| Head Portion-1 | 20 | 25 |
| Cylindrical Shell | 20 | 29 |
| Head portion-2 | 20 | 25 |
As per the definition of MAWP, the MAWP of the above-pressure vessel is 25 Kg/cm2. From the theory of strength of materials, the head portion is the weakest portion due to curvature. Hence the head portion will have low strength as compared to the cylindrical shell portion.
Lowest Stress Ratio (LSR)
LSR = 
Though the pressure vessels are designed for high-temperature applications, they will be hydro-tested at room temperature. Since the induced stress in the pressure vessel due to the hydrostatic test is a function of temperature, a conversion factor called LSR is used to convert the allowable stress value at the test temperature to the stress value at the designed temperature.
For example, if the pressure vessel is designed to handle the fluid at room temperature, then LSR=1.
Note: Test pressure will be higher than the maximum allowable working pressure.
Hydrostatic Test Pressure Holding Time
ASME does not specify anything about the test pressure holding time. As a practice, 30 to 60 minutes is followed.
Hydrostatic Test Temperature
The metal temperature during the test should be a minimum of 17 above the Minimum Design Metal Temperature (MDMT) and the maximum should be less than 48 . i.e., (MDMT+ 17 )< Test Temperature < 47. In simple words, MDMT represents the lowest temperature permitted to a pressure vessel to avoid the failure of the pressure vessel due to embrittlement.
above the Minimum Design Metal Temperature (MDMT) and the maximum should be less than 48 . i.e., (MDMT+ 17 )< Test Temperature < 47. In simple words, MDMT represents the lowest temperature permitted to a pressure vessel to avoid the failure of the pressure vessel due to embrittlement.
Hydrostatic Test Procedure
- Empty working fluid from the pressure vessel and shut all the outlet lines from the pressure vessel except the vent line.
- The vent line must be located at the top of the vessel and is opened until the test liquid fills the vessel completely to purge the air from the vessel.
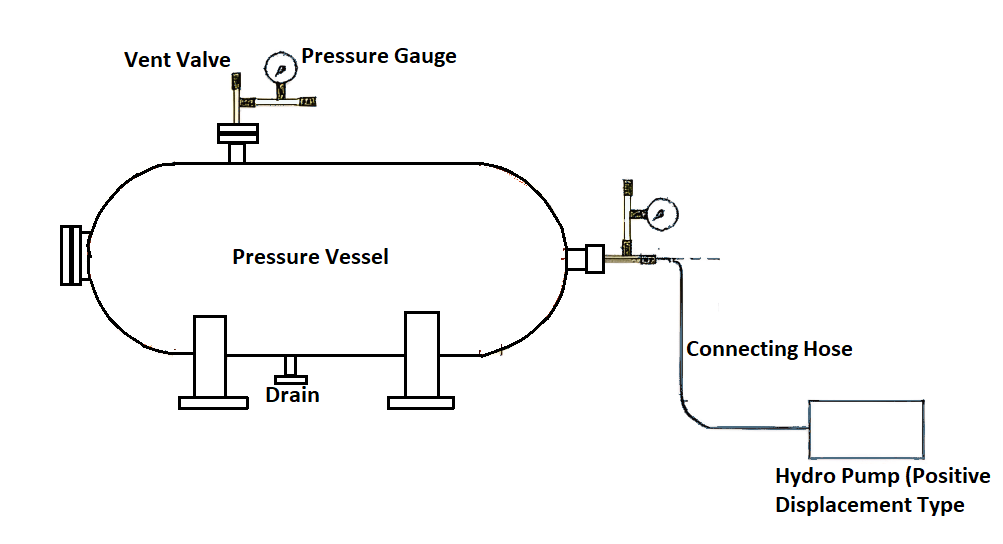
- Fix a pressure gauge at the top of the pressure vessel. The pressure gauge should have a recent valid calibration certificate.
- Fill the pressure vessel with test liquid completely through the inlet line of the pressure vessel. Shut the vent line.
- Pressurize the vessel up to half of the test pressure gradually (displayed in the pressure gauge mounted on the top of the pressure vessel as shown in the above figure) by filling an additional quantity of test liquid by using a pump.
- Once 50% of the test pressure is reached, increase the pressure in steps of
 of test pressure until the required test pressure is reached.
of test pressure until the required test pressure is reached. - Cut off the test liquid supply and hold the pressure vessel at the test pressure for some time (as mentioned by the test inspector) to inspect leaks.
- Visual inspection is effective if dye or colour is added to the test liquid.
- Check the reading of the pressure gauge periodically for hydrostatic pressure (Thus the name Hydrostatic test). If there is any pressure drop then a leak or deformation is suspected.
Hydrostatic Test Requirements
The following equipment is required to carry out a hydrostatic test of a pressure vessel.
- Pressure gauge to measure the test pressure– The range of the pressure gauge must be between 1.5 to 4 times of test pressure and it should have been calibrated recently.
- A pump to pressurize the test fluid. The pump should be of positive displacement type because it can generate high test pressures, and deliver a constant flow of fluid regardless of system pressure.
- A hose or pipe to connect the pump to the pressure vessel.
- A valve to control the flow of the test fluid.
- A bleed valve on the pressure vessel to release the test fluid after the test is complete.
- A safety valve on the pressure vessel to prevent the test pressure from exceeding the maximum allowable test pressure of the pressure vessel.
Test Your Knowledge: Join the Hydrostatic test Quiz
FAQ on Hydrostatic Test
1. What is the purpose of hydrostatic test?
A hydrostatic test is a type of pressure test that is used to evaluate the following things.
- Strength and structural integrity of a pressure vessel.
- To determine whether the structure being tested can safely withstand the designed operating pressure without leaking or failing.
2. Why hydrostatic test pressure is limited to 1.3 times the MAWP?
The test pressure is set at a level that won’t cause any visible permanent distortion (yielding) of any element in the pressure vessel.
3. How much extra water is needed for a pressurized vessel in a hydrostatic test (after filling water)?
The extra water required to pressurize a pressure vessel after it is completely filled with water can be calculated using the bulk modulus of water.
The bulk modulus of water is a measure of how much water compresses under pressure. It is a constant value that is slightly affected by temperature and pressure.

Where
 represents change in pressure. i.e Final pressure (g) – Initial pressure (g)
represents change in pressure. i.e Final pressure (g) – Initial pressure (g)- V represents the volume of the pressure vessel.
 represents change in volume. i.e. Total volume of water filled- Volume of pressure vessel.
represents change in volume. i.e. Total volume of water filled- Volume of pressure vessel.
Assume following data
- The hydrotest pressure is 100 Bars.
- The volume of the pressure vessel is 10
 .
. - The bulk modulus of water at room temperature is
 .
.
Substitute all the data in the above equation. We get as 0.0476 = 47.6 Litres.
The extra water required to pressurize a pressure vessel for the above-mentioned data after it is completely filled with water is 47.6 litres.